
“Engineered Grades for Packaging, Printing, and Protection Paperboard is one of the most versatile materials used in packaging, printing, and food service industries. With increasing demand for sustainable, lightweight, and eco-friendly packaging,
In this article, we explore the most popular specialty paperboard types and their key features, advantages, and common uses
1. Solid Bleached Sulphate (SBS) Board

What it is: SBS is made from 100% virgin bleached pulp. It is bright, hygienic, and has superior printability. Main Features: Smooth, white surface, High stiffness and strength, Excellent Printability. Applications: Cosmetics & personal care packaging, Pharmaceutical monocartons, Premium confectionery boxes, Food-grade and frozen food packaging
2. Folding Box Board (FBB)

What it is: is a multi-ply board with mechanical pulp in the middle and chemical pulp on the top layers. Key Features: Light weight with good stiffness, Highly suitable for embossing & foiling, Ideal for high-speed packaging lines. Applications: FMCG packaging, Perfume & skincare boxes, Pharma packaging, Food and confectionery cartons.
3. Coated Recycled White Back Board (WBB)
What it is: WBB is manufactured from recycled fibers with a white top and Bottom with coating. Key Features: Cost-effective, Good strength for general packaging, Eco-friendly option Applications: Agarbatti boxes, Soap & detergent packaging, Stationery boxes, Garment & apparel packaging, Toy and gift boxes.
4. Duplex Coated Gray Board(CGB)
What it is: Duplex board consists of layered recycled fibers with a coated front surface Key Features: High stiffness, Affordable, Good printability on coated side Applications: Sweet boxes, Food trays, Disposable packaging, FMCG boxes, Tags, labels, and general-purpose packaging
5. Liquid Packaging Board (LPB)
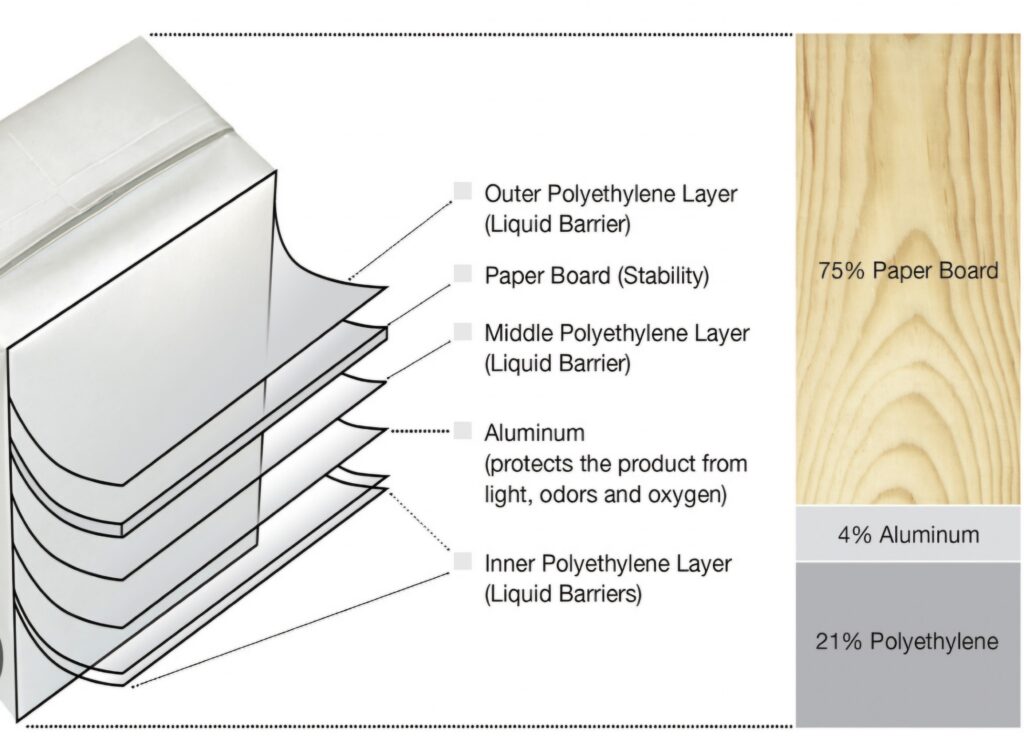
What it is: LPB is specially engineered Product for liquid food applications and is laminated with polyethylene (PE). Key Features: High barrier against moisture and oxygen, Excellent stiffness, Food-safe Applications: Milk cartons, Juice & beverage packs, Aseptic liquid packaging, Ready-to-drink (RTD) containers
6. Cup-stock Board (CSB)

What it is: Cup-stock boards are PE-coated or aqueous-coated to resist moisture and heat. Key Features: Food-grade safety, High stiffness and foldability, Good converting performance Applications: Hot and cold paper cups, Ice cream cups, Food service containers.
7. Greaseproof & Glassine Board (GPB)

What it is: These boards are super-calendared and treated to offer Oil and moisture resistance. Key Features: Smooth and glossy surface, Resistant to oil and grease, Hygienic for direct food contact Applications: Bakery wrapping (cakes, pastries), Butter & chocolate wrapping, Inner liners for pouches and boxes.
8. Kraft Liner Board (KLB)

What it is: Kraft Liner boards are made from unbleached virgin fibers with white Top Layer and have high tear resistance. Key Features: Strong and durable, Natural brown appearance, Eco-friendly look Applications: Carry bags, Corrugated box liners, Heavy-duty industrial packaging, Food sleeves and trays.
9. Food-Grade Barrier Boards (BB)
What it is: These boards come with oil, grease, water, and oxygen barriers. PFAS-free options are now common. Key Features: Safe for direct food contact, Excellent barrier performance, Sustainable alternative to plastic Applications: Burger boxes, French fry scoops, Paper plates, Takeaway meal trays
Conclusion: Specialty paperboards have transformed the packaging industry by offering customized performance, sustainability, and excellent print adaptability. Selecting the right board type depends on factors such as stiffness, print quality, food safety, barrier needs, and cost.
“Choosing the Right Board for Every End Use”