
In a multi-layer board machine, sheet quality is not defined only by furnish or head box design. One of the most critical areas is the wire section drainage system.
Drainage elements play an important role in formation, inter-layer bonding, strength properties, energy consumption, and run-ability of board machines.
What Are Drainage Elements?
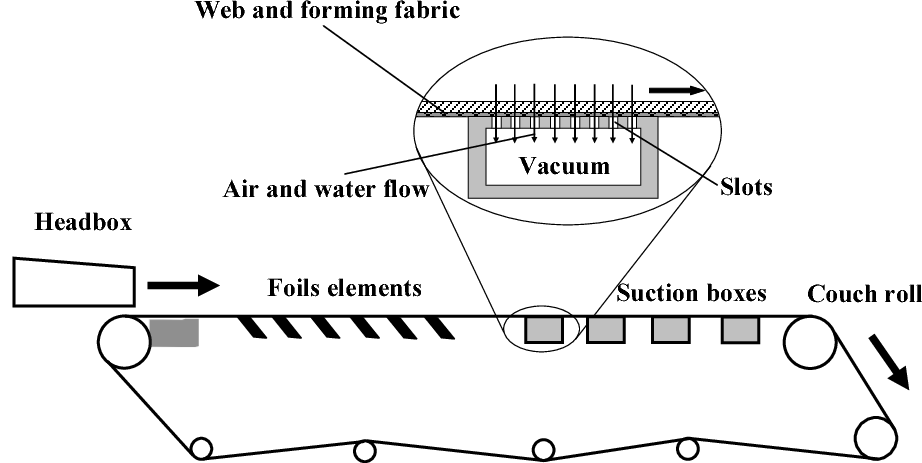
Drainage elements are stationary components installed below the forming fabric in the wire section. Their primary function is to remove water from the stock in a controlled manner while supporting sheet formation.
In a multi-layer board machine, drainage control becomes more critical because:
- Each layer has different furnish
- Freeness levels different of each layer
- Layer bonding must be strong
- Two-sidedness must be controlled
Main Drainage Elements Used in Multi-Layer Board Machines
1. Forming Board
Specification
- Material: UHMW-PE, HDPE, or Ceramic
- Length: 300–1500 mm
- Blade angle: 0° (flat)
- Location: Immediately after head box jet impingement
 Forming Board Ceramic
Forming Board Ceramic
Uses
- Provides initial support to the forming sheet
- Ensures gentle and uniform drainage
- Stabilizes jet landing on the wire
Importance: The forming board sets the foundation of sheet formation. In board machines, especially for the top layer, it is crucial to:
- Prevent fiber washout
- Avoid streaks and pinholes
- Achieve good surface formation for printability
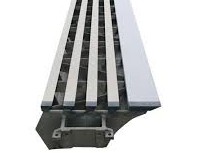
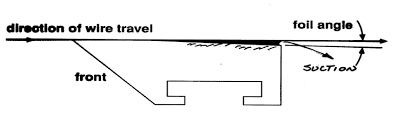
2. Hydrofoils (Foils)
Specification
- Material: Ceramic or UHMW
- Blade angle: 0.5°–3°
- Foil pitch: 100–200 mm
- Blade length: 200–300 mm

 Hydrofoils
Hydrofoils
Uses
- Controlled drainage without vacuum
- Creates micro-turbulence for better fiber distribution
- Reduces flocculation
Importance: Hydrofoils are the most important drainage elements in modern multi-layer board machines for:
- Improve formation across all layers
- Enhance inter-layer bonding
- Improve fines and filler retention
- Reduce dependency on high vacuum
Modern machines prefer more foils and fewer table rolls for better sheet quality.
3. Wet Suction Boxes (Low Vacuum Boxes)
Specification
- Cover material: Ceramic or UHMW
- Vacuum level: 50–150 mm WC
- Slot width: 6–10 mm
 Low Vacuum Box
Low Vacuum Box
Uses
- Removes free water after foil section
- Improves sheet stability
Importance: Wet suction boxes:
- Prepare the sheet for higher vacuum zones
- Prevent sheet crushing
- Help maintain uniform drainage before layer coupling or transfer
4. High Vacuum Suction Boxes
Specification
- Cover material: Ceramic or carbon
- Vacuum level: 200–450 mm WC
- Slot angle: Neutral or forward
 High Vacuum Box
High Vacuum Box
Uses
- Removes bound water
- Increases sheet dryness before couch
Importance: High vacuum suction boxes have a direct impact on press section performance for
- Improve solids content entering press
- Enhance inter-layer bonding
- Reduce steam consumption in dryers
- Improve board strength properties
5. Couch Roll / Suction Couch
Specification
- Shell material: Stainless steel or bronze
- Vacuum level: 400–650 mm WC
- Open area: 18–25%
 Suction Couch Roll
Suction Couch Roll
Uses
- Final dewatering on wire section
- Transfers sheet to press section
Importance: The couch roll determines:
- Solids percentage to press section
- Sheet stability during transfer
- Overall machine runnability
Poor couch performance leads to high breaks, low press dryness, and increased energy consumption.
Layer-Wise Drainage Importance in Multi-Layer Board Machines
| Layer | Drainage Requirement | Key Elements |
| Top layer | Very gentle | Forming board, foils |
| Middle layer(s) | Balanced | Foils, wet suction boxes |
| Back layer | Stronger | Foils, suction boxes |
| Combined sheet | High dryness | High vacuum boxes, couch |
Why Drainage Control Is Critical in Multi-Layer Board Machines
Proper drainage design and operation help to:
- Improve formation and surface quality
- Enhance inter-layer bonding
- Reduce delamination and blister defects
- Improve SCT, bursting, and bending strength
- Lower steam and power consumption
- Improve machine runnability
Poor drainage results in:
- Two-sidedness
- Weak Z-direction strength
- Blisters and ply separation
- High energy costs
Drainage percentage at different position
- Solids after forming section: 18–22%
- Solids after Hydra Foils: 60–70%
- Solids after Vacuum Suction Box: 30–40%
- Solids after Suction Couch roll: 22-30%
Head box consistency:
- Top layer: 0.3–0.5%
- Middle layer: 0.7–1.2%
- Back layer: 0.4–0.6%
Operational Best Practices
- Avoid high vacuum too early to prevent fiber loss
- Prefer foils over table rolls
- Match drainage intensity with furnish freeness
- Keep ceramic covers clean and properly aligned
- Regularly monitor vacuum profiles
Conclusion
In a multi-layer board machine, drainage elements are not just water-removal devices—they are quality-defining components.
Correct selection, layout, and operation of forming boards, foils, suction boxes, and couch rolls ensure better formation, stronger bonding, higher productivity, and lower energy consumption.