
Liquid Packaging Board (LPB) is a high-performance paperboard specially designed for liquid and food packaging applications. It is widely used in milk cartons, juice boxes and beverage cartons, due to its excellent strength, stiffness, food safety, and barrier compatibility.
What is Liquid Packaging Board?
Liquid Packaging Board is a multi-layer virgin fiber paperboard used as the base material for liquid cartons. It provides the mechanical strength and shape stability, while additional layers such as polyethylene (PE) and aluminum foil protect the packaged liquid from moisture, oxygen, and light.
LPB is manufactured under strict quality and hygiene standards, making it safe for direct food contact.
Structure of Liquid Packaging Board
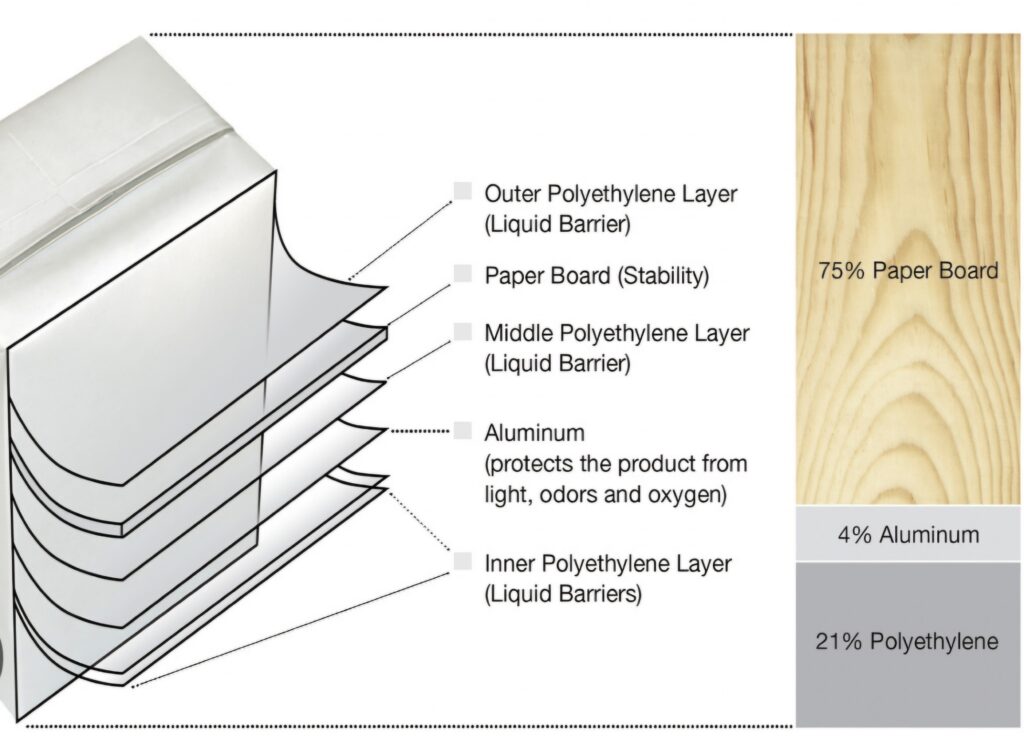
Liquid Packaging Board is generally produced in 3 to 5 layers, each serving a specific purpose:
1. Top Layer (Printing Layer) a) Made from bleached chemical pulp b) Smooth surface for excellent print quality c) Enhances brand appearance and graphics
2. Middle/Core Layer a) Provides bulk and stiffness b) Helps cartons maintain shape after filling
3. Bottom Layer a) Adds strength and durability b) Supports folding and sealing operations
4. Barrier Layers (Lamination) a) Polyethylene (PE): Moisture and liquid barrier b) Aluminum Foil (optional): Oxygen and light barrier for aseptic packaging
Liquid Packaging Board Specifications
Typical industry specifications of LPB include:
- Grammage (GSM): 170 – 400 GSM
- Thickness (Caliper): 300 – 600 microns
- Moisture Content: 6 – 7%
- Fiber Type: 100% virgin pulp
- Board Type: Multi-ply paperboard
- Surface Finish: Smooth and printable
(Specifications may vary based on application and customer requirements.)
Key Properties of Liquid Packaging Board
High Strength and Stiffness: LPB offers excellent bending resistance, ensuring cartons remain stable during filling, transport, and storage. Moisture Resistance: Polyethylene coating prevents liquid absorption and leakage, protecting the paperboard structure. Food-Grade Safety: Manufactured from virgin fibers, LPB meets food safety and hygiene standards for liquid food packaging. Excellent Printability: The smooth top layer supports high-quality printing for branding and regulatory information. Good Folding and Creasing Performance: LPB allows clean creases and precise carton formation without cracking. Superior Barrier Performance: When combined with PE and aluminium foil, LPB provides strong protection against: 1. Oxygen, 2. Light, 3. Micro-organisms. (This helps extend product shelf life.)
Applications of Liquid Packaging Board


Liquid Packaging Board is widely used in:
- Milk cartons
- Juice and beverage cartons
- Flavoured milk and dairy drinks
- Liquid food products like soups and sauces
Advantages of Liquid Packaging Board
- Strong yet lightweight packaging material
- Safe for food and beverage applications
- High-quality printing and branding
- Easy to convert, fold, and seal
- Recyclable and environmentally responsible
Liquid Packaging Board Vs Other Paperboards
Compared to general paperboards, LPB is specially engineered to: Withstand liquid contact Support barrier coatings Maintain stiffness under wet conditions This makes it ideal for liquid and aseptic packaging, where standard paperboards may fail.
Conclusion
Liquid Packaging Board is a critical material in modern liquid food packaging. Its combination of strength, food safety, barrier compatibility, and printability makes it the preferred choice for milk, juice, and beverage cartons worldwide. At paperboardmaker.com, we aim to share practical knowledge about paperboard grades, specifications, and applications to support students, manufacturers, and packaging professionals